RostockMax: Difference between revisions
From HacDC Wiki
(→Tips) |
|||
| Line 89: | Line 89: | ||
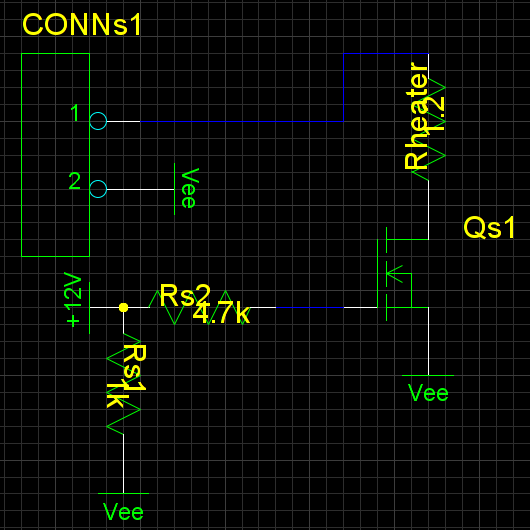
[https://raw.githubusercontent.com/HacDC/RostockMax/master/PSU/Schematic/RostockMax24vPSU.sch.png Schematic] | [https://raw.githubusercontent.com/HacDC/RostockMax/master/PSU/Schematic/RostockMax24vPSU.sch.png Schematic] | ||
[https://raw.githubusercontent.com/HacDC/RostockMax/master/PSU/BOM.txt BOM] | [https://raw.githubusercontent.com/HacDC/RostockMax/master/PSU/BOM.txt BOM] | ||
Internal 12V operation is still possible, and will be connectorized soon. | |||
Revision as of 16:24, 12 December 2014
Current Machine Status
Operational. Please watch carefully and do not operate unattended until a longer track record with current electronics has developed.
Operation
Firing Up
- Go through the routine maintenance list as necessary, especially the safety section.
- Ensure power is available (ie. turn on the nearby power strip, etc).
- Open Pronterface. Start heating the glass bed if you don't want to wait later.
File Preparation
- Load an STL model onto the dedicated laptop for printing. If you haven't made one, download one from Thingiverse.
- On rare occasion, it is necessary to clean the STL model, or align it to the print surface. In Nefabb, click the red "+", "Automatic repair", "Default repair", "Apply repair", "Yes" - remove old part. Finally, export part as STL, repairing more errors if prompted.
- Open Slic3r. Load the STL file.
- Recommended print settings: "PLA (Cheap)" "Filament: PLA" "Printer: PLA" . Change these if necessary (eg. strong mechanical parts need more infill).
- Export G-Code in Slic3r.
- Print G-Code in Pronterface. SD Card printing highly recommended.
Printing
- With luck, printing should commence autonomously without flaws. Two common problems are inadequate adhesion (resolved by print surface cleaning and possibly hairspray) or bed alignment (resolved through a rather complex alignment process). See the routine maintenance section.
- Wait for bed to cool. Part should lift right off the bed once cool. If not, apply gentle hammer taps with sharp pointy tool to the base of your object. After a few gentle taps in various places, it will pop off the bed cleanly. Carefully, please avoid chipping or cracking the glass.
Tips
- Instead of using Proterface, consider just copying the G-Code to the SD card, and using the LCD interface only.
- Unusually high temperatures are required to compensate limited extruder pressure and heatbed efficiency. For PLA, 198degC extrusion and 120degC heatbed temperatures seem appropriate and normal. For ABS, 230-250degC extrusion and 140degC heatbed temperatures may be normal.
Routine Maintenance - ALWAYS CHECK
FIRE HAZARDS
- Leaving the printer operating unattended is not recommended, especially for new users unfamiliar with the technology. We do not yet have a long track record with this machine.
- Turn off both the printer and 24v Heatbed PSU before leaving, using the dedicated power strip.
- Watch the machine closely during startup, at the beginning of jobs, and other critical times, when uncontrolled heating might occur.
Bed Cleaning
- Bare glass bed must be extremely clean. If bed is level to within 0.15mm, and plastic is not sticking, it needs cleaning. Windex, diswashing soap, razor blades, and elbow grease are appropriate resources.
- Certain hairspray has been reported to improve adhesion in some cases.
Leveling
Tips
- Specialized G-Code is needed test nozzle height at each tower, as documented in the manual.
- Horizontal radius can be set with the following, where 128.850 is the desired value: M206 T3 P855 X128.850
- Use paper sheets to measure gap between nozzle and glass.
- Gap should be 0.15mm across the entire glass surface, exact to +/-0.03mm.
- Warping is not known to occur with this particular print surface, so radical modifications should not be necessary. Do not attempt replacement without a second expert opinion.
- Exact alignment is possible, and well worth the hassle. Less accurate alignment quickly leads to major print errors (particularly loss of adhesion).
- The plastic delta arms are primarily responsible for loss of alignment, so any external forces placed on the extruder platform may force re-calibration.
- Multiple rounds of adjustment will be required, as delta bot geometry is interdependent. Do not attempt perfect alignment in one step.
- With practice, perfect calibration can be achieved in about 5 minutes.
Process
- If alignment may be far off (ie. major maintenance has been performed on the machine), set the Z0 coordinate at least 3mm away from the surface.
- Move nozzle to the first tower. Adjust nozzle height by turning the carriage-mounted limit switch adjustment screw slightly (<1/4 turn).
- Repeat as necessary to approximately align the gap between nozzle and glass.
- Make one alignment round through all three towers, proceeding clockwise.
- Check the center alignment. Increase the horizontal radius EEPROM setting by 0.5mm if higher than the edges, decrease if lower.
- Repeat the above two steps. After the first 4-5 passes, only very fine adjustments should be needed. Just 10 passes should suffice for perfect alignment.
- Move to center, set the Z0 coordinate just 0.15mm above the surface. Check one more time for an equal gap at all tower positions.
Support
While this process is far superior to the temperamental compression screws and free-floating PCB heaters used on most 3D printers, it still takes practice. Newcommers considering these steps should contact experts like juri and mirage335 at HacDC's IRC channel.
Please Avoid
You are adding to the workload on a shared machine. Please be gentle.
- Don't crash the Z-Axis into the glass surface, it will shatter.
- Removing parts from glass bed before cooling completes, or getting fingers on the bed leaves residue and necessitates cleaning or worse.
- Try not to touch the extruder platform or plastic arms, as this may force recalibration.
- Operation from battery backup and SD card strongly recommended for reliability.
Documentation
Software load is hosted on github. Additionally, SeeMeCNC provides a detailed construction/user manual.
Pricing
Free of charge for dues-paying members using reasonable quantities of filament (<0.5kG or <50m per month average).
Newcomers to the space are freely invited to lightly use the 3D printer use for small projects, or education.
Non-members regularly using the 3D printer are politely requested to donate approximately $0.50 per meter of filament, as estimated by pronterface when loading g-code.
If the printer breaks dramatically while you are using it, don't fret. We have replacement parts, budget, and talent to repair it.
These supplies and others, are funded by membership dues when revenue exceeds operating expenditures (ie. rent), according to Project Awesome rules.
Improvements
24v PSU
Design files are stored at HacDC's github repository. https://github.com/HacDC/RostockMax/tree/master/PSU Schematic BOM
{kind=link}
Internal 12V operation is still possible, and will be connectorized soon.
Pages in category "RostockMax"
The following 2 pages are in this category, out of 2 total.